




汽车制造



该功能是用户通过M代码来实现自动执行换档功能,所以在PLC程序中添加,具体实现方法见下面PLC梯形图:
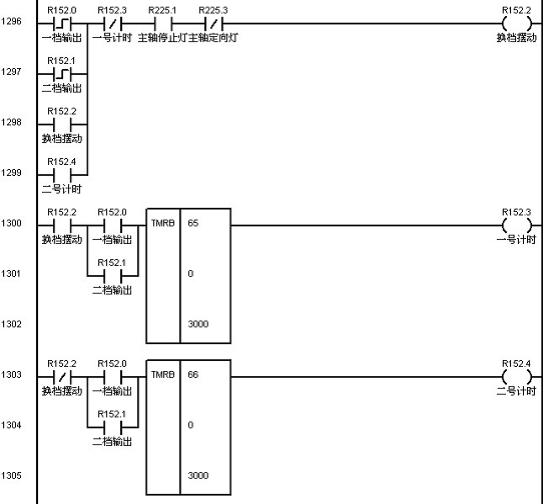
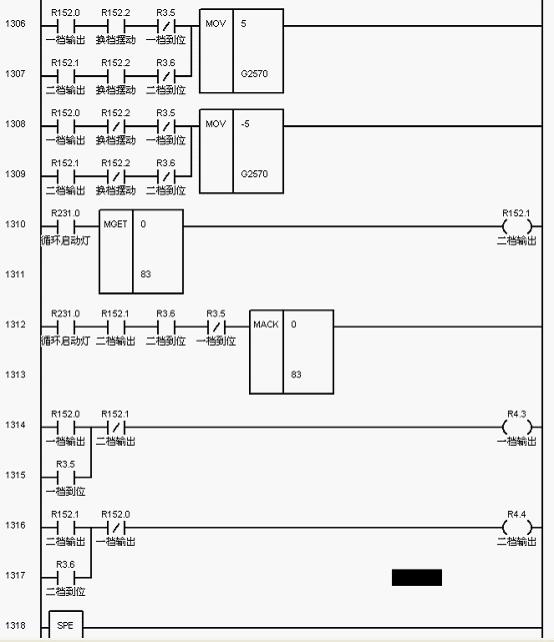
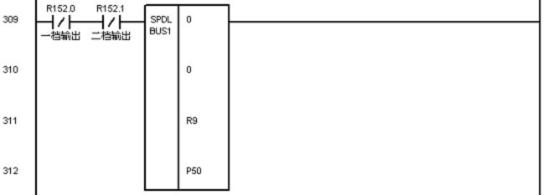
M82为换一档指令、M83为换二档指令,实现正反转换档功能主要是手动给主轴指令寄存器G2570中写值。于此同时还应断开主轴手动和自动控制时系统往G2570中写值,见下图:
武汉东湖高新技术开发区庙山小区华中科技大学科技园
售后热线:027-87180095
销售热线:027-87180672
销售客服QQ:1512592007
销售客服微信:15791928108
market@hzncc.com
扫一扫关注官方微信