




汽车制造



1:基本概念:
1) 刀具号
刀具号是指装在刀库刀套中或者被安放在主轴上的刀具被用户自定义的ID号,该号码在同一刀库中是唯一的,用户可以在数控系统刀库刀补功能中选择刀库表进行编辑。
在系统中当前主轴上的刀具号在刀库表0位置,0号刀具号默认表示空刀,0号位置映射的是B188寄存器,所以当前主轴上的刀号对应的断电寄存器是B188所存的值。
刀具号可以任意定义,除了保持唯一性和不要超过最大的刀具号定义范围就可以。
2) 刀套号
刀套号其实指的就是刀库表中的位置号,每一个刀具号都唯一的对应着一个刀套号。在进行了机械手交换刀动作以后,该对应关系将发生改变,但对应关系仍然保持唯一。
刀库的最大容量由最大刀套数量来设定。
刀套号对应的断电寄存器由B698开始,换言之,刀套号1中所存的刀具号将保存在B698寄存器中,以此类推。
3) 刀位号
刀位号是指当前刀库停在换刀缺口上的那把刀的刀套号。在旋转刀库找刀的时候需要该数据进行数值计算。
刀位号对应的断电寄存器是B189。
4) 最大刀套数量
最大刀套数量是用来定义刀库的最大容量的数值。该数值由B187断电寄存器设定。
5) 机械手原始位
换刀开始或换刀完成时,机械手所停止到的安全位置。在该点会有机械上的传感器信号,通常称之为刀臂原点信号。
6) 机械手扣刀位
机械臂扣紧刀具的位置,在该位置会有扣刀刀位信号和机械手刹车信号。
7) 机械手交换位
机械臂拉出刀具并进行180度旋转并上升插回刀具后停止的位置。在该位置会有扣刀到位信号和机械手刹车信号。
2:机械手动作基本流程
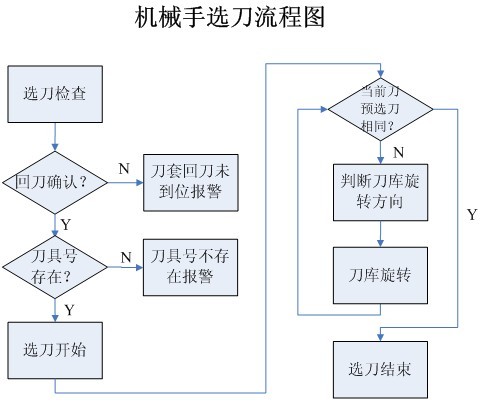
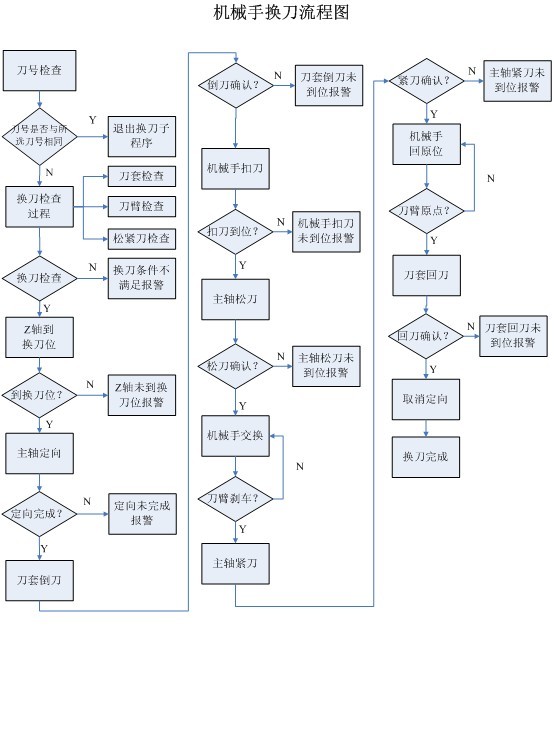
机械手动作基本流程可以分解为选刀过程和换刀过程,选刀动作必须在换刀动作之前完成。选刀动作主要是负责选取指定的刀号的刀具,旋转刀库到指定刀具位置,然后等待换刀动作开始。换刀动作主要负责将刀库上选定的刀具和主轴上的刀具进行交换的动作。
3:换刀用户自定义循环G代码程序
IF [#190188 EQ #100111]
G[#1] ; 恢复进循环之前模态值
G[#2]
M99
ENDIF
M60 ;换刀开始标记
M61 ;换刀检查
G91G30P2Z0 ;定位到换刀位置(机床第二参考点)
M33 ;第二参考点到位检查
M19 ;主轴定向开
G4P300
M68 ;倒刀
G4P500
M63 ;扣刀
G4P500
G4P500
M66 ;交换刀
G4P500
M13 ;刀具紧
G4P500
M65 ;回原位
M72 ;换刀寄存器复位
G04P200
M20 ;主轴定向关
M69 ;换刀结束
注意:
#190188表示的是B188寄存器的值;
#100111表示的是R111寄存器的值。
IF [#190188 EQ #100111]
G[#1] ; 恢复进循环之前模态值
G[#2]
M99
ENDIF
该程序段的意思是当两个寄存器的值相等,则表示当前所选刀与当前主轴上的刀号相同,不进行换刀。
4:刀库主要功能
1:主要M代码
|
功能 |
M代码 |
结束条件 |
|
正转一个刀位 |
M10 |
正转一个刀位到指定刀套号 |
|
反转一个刀位 |
M11 |
反转一个刀位到指定刀套号 |
|
自动松刀 |
M12 |
松刀到位信号 |
|
自动紧刀 |
M13 |
紧刀到位信号 |
|
主轴定向 |
M19 |
置主轴定向标记G402.12(主轴为5号轴) |
|
取消主轴定向 |
M20 |
主轴定向完成标记F403.8(主轴为5号轴) |
|
刀具范围检查 |
M32 |
刀套号应该满足 0 |
|
第二参考点检查 |
M33 |
第二参考点刀位信号F160.8 |
|
第三参考点检查 |
M34 |
第三参考点刀位信号F160.9 |
|
换刀检查 |
M61 |
刀具夹紧状态,刀套在回刀位,刀臂处于原始位 |
|
换刀起始标记 |
M60 |
换刀允许 |
|
机械手动作步骤1 扣刀 |
M63 |
机械手完成第一步扣刀动作 |
|
机械手动作步骤2 交换刀具 |
M66 |
机械手完成第二步交换刀动作 |
|
机械手动作步骤3 回原始位 |
M65 |
机械手完成回原始位动作 |
|
刀套倒下 |
M68 |
倒刀确认信号 |
|
刀套回位 |
M69 |
回刀确认信号 |
|
换刀结束标记 |
M72 |
换刀结束,换刀不允许 |
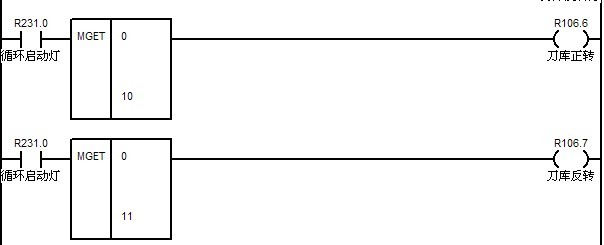
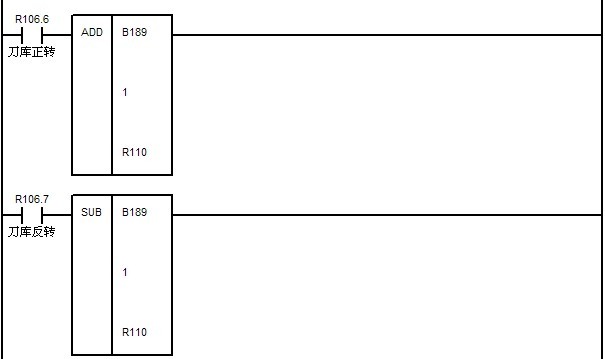
2:M代码的梯形图实现
M10
M11
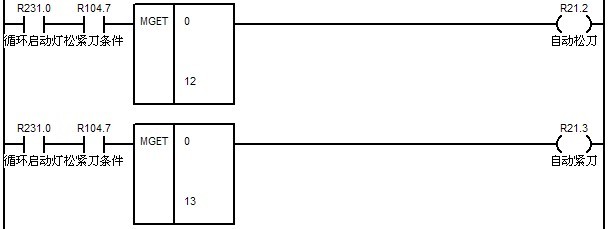
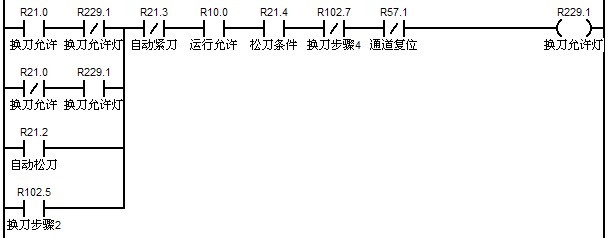
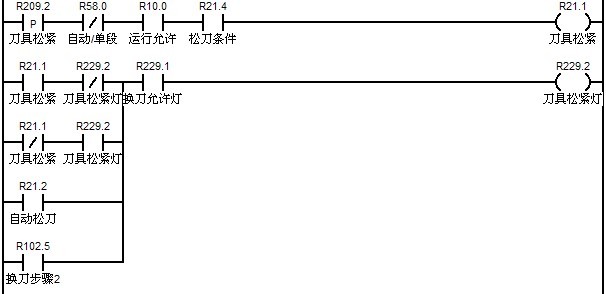
M12 自动松刀
M13 自动紧刀
M19 自动主轴定向开始
M20 自动主轴定向结束
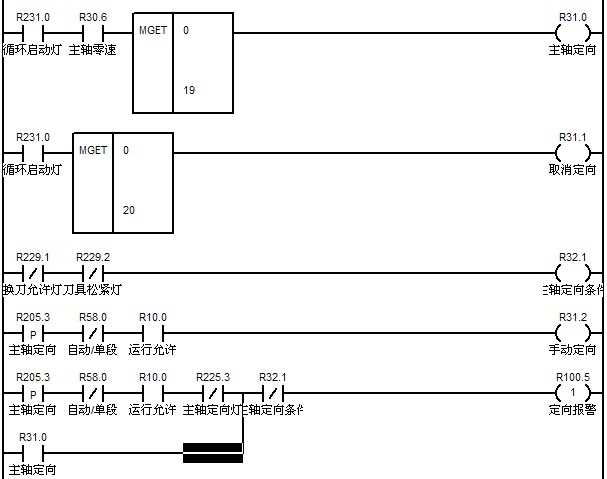
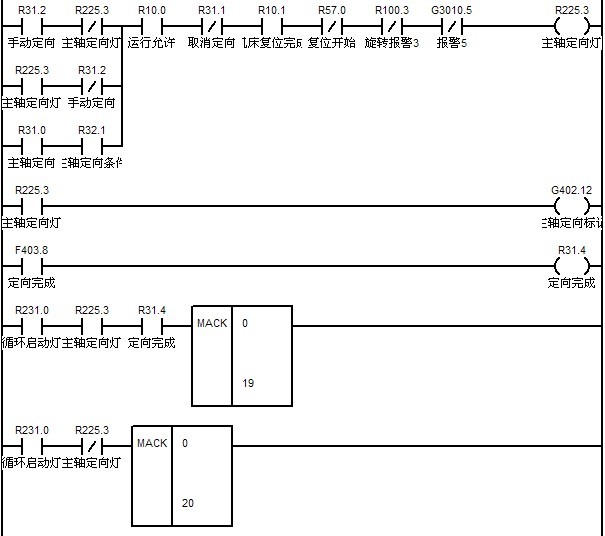
主轴定向功能可以通过M代码开始,也可以通过手动方式下面板的按键开始。定向的开始条件为主轴转速必须处于零速度。主轴定向开始时将通过置主轴定向标志G402.12,定向完成以后通过清除该标志来取消定向,以便下一次定向的开始。如果换到松紧灯亮时,不允许主轴定向,否则报警。